К началу 90-х годов прошлого века в различных отраслях машиностроительной промышленности СССР эксплуатировалось несколько тысяч роторно-конвейерных линий (РКЛ) для обработки металлов давлением и резанием, термохимической обработки, сборки и упаковки штучной продукции, изготовления деталей из пластмасс методами прессования и литья под давлением и других технологических операций с производительностью от 50 до 1 000 шт./мин [1].
В пищевой промышленности РКЛ широко используют для фасовки жидких и вязкопластичных продуктов (в т. ч. при температуре 85…90 °С и с точностью до ±2 мл) в штучную тару (стеклянную, пластиковую или металлическую) под давлением, вакуумом или гравитационным способом, сыпучих продуктов в пакеты или тубы; для изготовления пластиковой тары (бутылок, фляжек) и металлических банок; для фасования или дозированного пакетирования сыпучих продуктов, в т. ч. с герметизацией тары, использованием вакуума и метода подпрессовки, а также образованием пакетов в непрерывной полимерной ленте (или из бумаги, фольги), нередко служащей транспортным конвейером [4]. Дозирование может осуществляться гравитационными, вибрационными или шнековыми дозаторами как по объему, уровню, так и по массе фасуемого материала. Возможна одновременная установка нескольких видов дозаторов для фасования и смешивания различных ингредиентов в одном пакете.
На ряде РКЛ после прохождения теста на герметичность тара направляется в зону стерилизации (возможно также обдувание или мойка), где внутренняя поверхность тары обрабатывается сначала перегретым паром и горячим воздухом, а после перекисью водорода; затем после наполнения продуктом и заварки горловины продукция покидает асептическую зону. Для обеспечения высокой производительности линии комплектуются средствами автоматической загрузки, устройством, осуществляющим поштучный захват, ориентирование и подачу тары на вход линии, что применимо также для опок, пресс-форм и литейных моделей в случае проектирования литейных РКЛ. Если на заданную позицию технологического ротора не поступает необходимый элемент, то операция не выполняется, что позволяет практически исключить повреждение тары или утечку разливаемого продукта. Обычно занимаемая площадь РКЛ на 50 % меньше, чем у стандартных отдельно функционирующих машин [4].
Также отмечается, что широкое внедрение технологических систем на базе РКЛ обеспечит переход от старого технологического базиса «индустриальной эры» к качественно новому информационному базису технологий в виде единых высокоавтоматизированных компьютерно-интегрированных производств [4]. После этого научно-технический прогресс в перерабатывающей отрасли будет осуществляться эволюционно на основе совершенствования технической и информационной базы, а также электронной технологии управления.
Многие операции по скоростной разливке [2] и дозированию жидких (расплавов, хладагентов, красок), жидкоподвижных (формовочных смесей, шликеров, сплавов для тиксолитья) и сыпучих материалов, обработке паром, инфракрасным или ультрафиолетовым излучателем тары (пресс-форм для разовой модельной оснастки) из пищевой промышленности можно адаптировать для литейно-металлургической отрасли.
В этой статье рассмотрены предпосылки использования на РКЛ способов литья с кристаллизацией под давлением (ЛКД), которые по сравнению с гравитационным литьем позволяют существенно повысить коэффициент использования металла, снизить брак по газовым и усадочным порам, ликвации, анизотропии структуры и свойств, повысить плотность, а также механические и эксплуатационные свойства отливок [5]. Этот метод литья широко применяется для цветных металлов и сплавов и недостаточно – для сталей и чугунов из-за низкой стойкости камер прессования и пресс-форм. Также перспективным технологическим процессом является способ литья выжиманием с кристаллизацией под давлением (ЛВКД). Этот способ позволяет получать литые заготовки в постоянных, полупостоянных и разовых литейных формах, т. к. последние несут значительно меньшую термомеханическую нагрузку, чем пресс-формы литья под давлением, пригодны для производства тонкостенных сложнофасонных отливок небольших серий и не требуют огнеупорных труб для подачи металла в форму.
Влияние ЛВКД на структуру и свойства узкоинтервальной стали марки 15Л, склонной к транскристаллизации и анизотропии структуры и свойств, показано при исследовании образцов в работе [5]. Сравнение результатов гравитационной заливки и ЛВКД (с давлением до 5 МПа) при получении полых цилиндров с наружным и внутренним диаметрами 240 и 196 мм и высотой 300 мм в металлическом кокиле с песчаным стержнем показало, что основной причиной сокращения зоны столбчатых дендритов и повышения плотности дендритной структуры при ЛВКД является изменение теплофизических параметров затвердевания отливки. В частности, повышение в 1,5-2,0 раза линейной скорости кристаллизации металла происходило за счет увеличения до 5 раз продолжительности контактного теплообмена при замедлении формирования воздушного зазора между отливкой и формой.
Диспергирование дендритной структуры при увеличении скорости кристаллизации приводит к снижению степени дендритной ликвации, в частности, по углероду почти в 3 раза как за счет уменьшения продолжительности разделительной диффузии, так и увеличения удельной межфазной поверхности. Метод ЛВКД на 0,15-0,20 г/см3 повышает плотность литого металла отливки, что связано с облегчением фильтрации расплава через зону двухфазного состояния и заполнения им формирующихся усадочных пор. Диспергирование дендритной структуры и снижение микрохимической неоднородности литого металла при ЛВКД обеспечивает формирование более дисперсной и однородной феррито-перлитной структуры после термической обработки (нормализация – при 920 °С, отпуск – при 670 °С) металла отливки. Процесс ЛВКД обеспечивает существенное (в 1,5-1,9 раза) повышение прочностных свойств стали (σв, МПа, с 395 до 575) без заметного снижения пластических свойств и является эффективным способом улучшения структуры и свойств, которые трудно поддаются улучшению при гравитационной заливке [5].
Теплофизические процессы, происходящие в облицованной кварцевым песком камере выжимания после заливки в нее расплавленного металла, имеют следующие особенности [6]. Величину механического давления при затвердевании расплава в разовой неметаллической (песчаной) форме следует поддерживать в таких пределах, чтобы на отливках не образовался трудноотделимый механический пригар, снижающий класс точности размеров и нарушающий геометрию отливок. Поэтому механическое давление при кристаллизации металла рекомендовано применять для постоянных форм [6], а при изготовлении отливок в разовых формах необходимо давать комбинированное давление или только газовое изостатическое давление, которое для песчаных форм подробнее описано в работе [7].
Также появление пригара при контакте металла с песчаной поверхностью предотвращают тонкодисперсным составом противопригарной краски, подобранным из огнеупоров и заполняющих поры между ними оплавляемых компонентов.
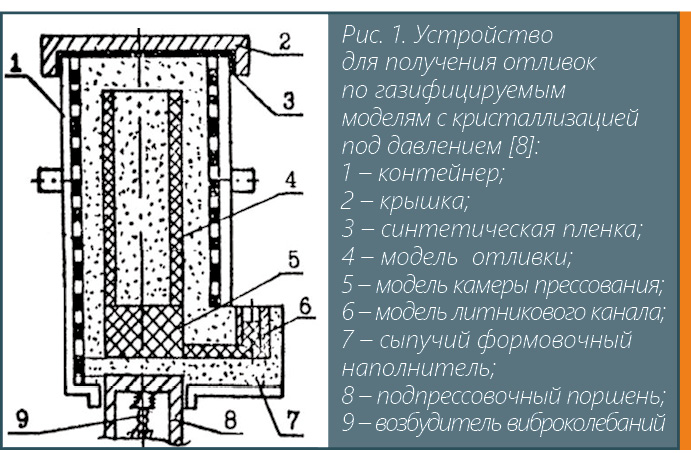
РКЛ для ЛКД на основе способа литья по газифицируемым моделям (ЛГМ) разработана на основе устройства [8], схематически представленного на рисунке 1. Устройство содержит герметизируемый контейнер 1, в днище которого выполнено сквозное отверстие; крышку 2; герметизирующий элемент (например, синтетическую пленку) 3; модельный блок из газифицируемого материала, включающий модель отливки 4; модель камеры прессования 5; модель литникового канала 6; сыпучий формовочный наполнитель 7; подпрессовочный поршень 8, размещенный в сквозном отверстии днища контейнера с возможностью вертикального перемещения и возбудитель виброколебаний 9, расположенный в поршне 8 (рис. 1).
Модель камеры прессования 5 размещают под моделью отливки 4 соосно с отверстием днища контейнера, объем ее составляет 1,05-1,15 объема модели отливки.
Подпрессовочный поршень 8 размещают на расстоянии от нижнего торца модели камеры прессования 5, равного 0,15-0,2 наружного диаметра поршня. Устройство работает следующим образом. В контейнер 1 устанавливают модельный блок из газифицируемого материала, заформовывают его сыпучим формовочным наполнителем 7 и уплотняют вибрацией. После этого контейнер 1 герметизируют синтетической пленкой 3, накрывают крышкой 2 и подключают к вакуумной системе. При достижении в форме остаточного давления 0,04-0,02 МПа в литниковый канал 6 заливают дозированную порцию металла, который газифицирует модель камеры прессования 5 и заполняет образовавшуюся при этом полость. После окончания заливки включают механизм перемещения поршня 8, в результате чего металл выдавливается из камеры прессования, заполняя полость, образовавшуюся при газификации модели отливки 4. После завершения процесса затвердевания металла в форме поршень возвращают в первоначальное положение, отливку удаляют из контейнера, и процесс повторяется на следующей форме. Для дополнительного воздействия на жидкий и затвердевающий металл после выжимания металла из камеры прессования включают возбудитель виброколебаний 9. Таким способом получены отливки фитингов со следующими показателями: масса отливки 15 кг, материал ВЧ 45-5, наружный диаметр поршня 0,2 м. Описанный способ ЛКД [8], по сравнению с аналогом – литьем вакуумным всасыванием такой же отливки, позволил увеличить выход годного (%) с 63 до 77-87, а также уменьшить расход металла на литниковую систему (%) с 25 до 8, трудоемкость обрубочно-очистных работ (ч/т отливок) с 1,6 до 1,2, а брак по недоливам – на 7 % и по спаям – на 5 %.
Преимущества применения ЛГМ для РКЛ в вакуумируемых песчаных формах состоят в возможности сочетания текучести расплавленного металла и «псевдотекучести» (по формулировке В. С. Шуляка) сухого формовочного песка, доступного как для виброуплотнения на движущемся роторе РКЛ, например, навешиваемыми на литейный контейнер вибраторами, так и для несложной выбивки – извлечения отливки из формы.
Также для сухого песка разработан ряд конвейерных систем регенерации в пневмопотоке с использованием закрытых трубопроводов и потерями при обороте песка не более 5 %. Причем преимущество имеет пневмотранспорт на основе вакуумирования (в отличие от систем нагнетания воздуха), который исключает возможность попадания пыли в помещение цеха из трубопроводного транспорта.
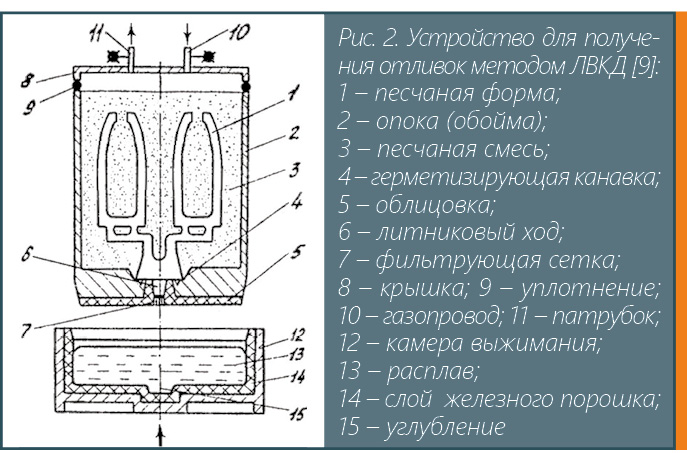
Рассмотрим далее еще два характерных и сравнительно несложных способа для возможного использования на РКЛ из нескольких десятков описанных и запатентованных способов ЛКД и ЛВКД. В ряде способов применили камеру для выжимания металла (рис. 2), выполненную отдельно от литейной формы (в отличие от изображенной на рисунке 1). Подачу металла в литейную форму производили снизу сквозь литник в днище формы путем стыковки нижней части камеры (днища) с металлом в камере выжимания и движения камеры вверх при неподвижной форме. Для выжимания металла опоку формы использовали как пуансон, а литником служило отверстие в плите под формой и днище формы или отдельный трубопровод (как показано ниже).
Отметим, что устройство (рис. 2) также можно использовать для литья по ЛГМ-процессу с сыпучим наполнителем 3 после незначительной доработки оснастки. Чтобы сыпучий наполнитель 3 приобретал достаточную прочность при вакуумировании и не мог деформироваться при заливке металла под давлением, верхнюю поверхность сыпучего наполнителя 3 следует накрыть фильтровальной решеткой, закрепленной к стенке опоки 2. Эта решетка должна пропускать газ, но не пропускать мелкую фракцию наполнителя 3, который следует виброуплотнять после засыпки им газифицируемых моделей при изготовлении формы.
Использование литейной формы и камеры выжимания как отдельных конструкций открывает возможность их изготовления на отдельных конвейерных модулях, а затем стыковать, предварительно в движении на конвейере заливая металлом ряд камер выжимания с использованием установок МДН или методом многоструйной разливочной машины по аналогии с применением промковша. Примеры или концепции этих вариантов описаны в работе [2]. Магнитодинамические миксеры-дозаторы, созданные под руководством академика В. И. Дубоделова и поставляемые литейным предприятиям, обеспечивают скорость подачи металла при заливке литейных форм или рассмотренных металлоприемников – камер выжимания – до 15 кг/с чугуном [10] и до 10 кг/с алюминиевыми сплавами.
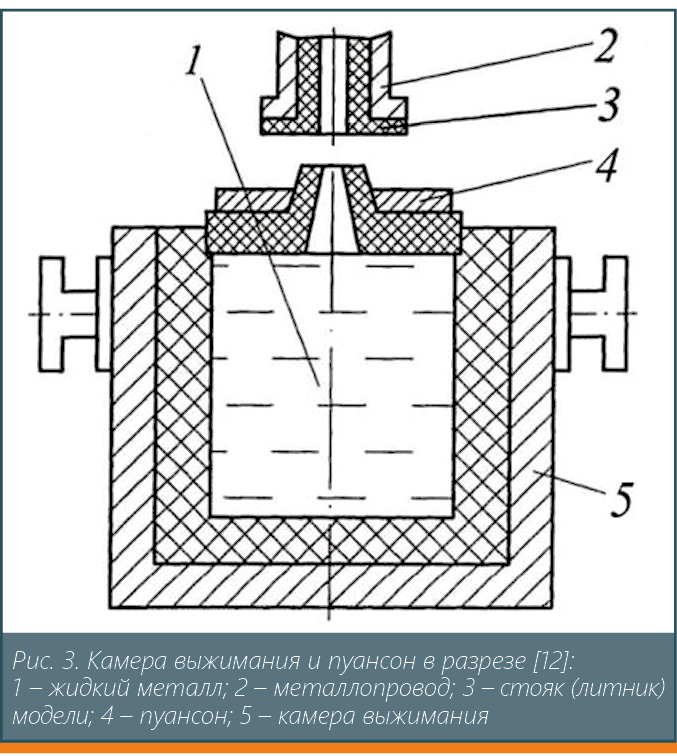
Магнитодинамические миксеры-дозаторы жидкой стали имеют емкость до 6 т [11]. Кроме показанного на рисунке 2, также известен вариант (рис. 3) подачи металла 1 при выжимании его пуансоном 4 через металлопровод 2 вверх для питания литейной формы (не показана) при движении камеры выжимания 5 к литейной форме с металлопроводом, либо литейной формы с металлопроводом в сторону неподвижной камеры выжимания 5 [12].
Согласно патенту [12], камеру выжимания 5, облицованную изнутри огнеупорным материалом и нагретую до заданной технологическим процессом температуры, на конвейере заполняют жидким металлом 1, и манипулятор устанавливает сверху на камеру выжимания 5 пуансон 4 с огнеупорной облицовкой. Затем силовым гидроцилиндром литейная контейнерная форма, выполненная по ЛГМ-процессу, перемещается с металлопроводом вниз к камере выжимания 5. Нижний торец цилиндрического металлопровода 2 со стояком (литником) модели 3 (рис. 3) прижимается к пуансону 4 и, используя как поршень, перемещает его внутрь цилиндрической части камеры выжимания 5. При перемещении пуансона 4 вниз жидкий металл 1 через центральное отверстие внутри пуансона 4 поступает по металлопроводу 3 вверх в полость литейной контейнерной формы, которая подобна схематично изображенной на рисунке 2, только выполнена по технологии ЛГМ с вакуумированием песчаного наполнителя. После окончания заполнения полости литейной формы жидким металлом включается технологическая выдержка под более высоким давлением допрессовки, при которой проходит кристаллизация жидкого металла отливки под давлением. Этот способ ЛВКД на литейной линии [12] обеспечивает повышение плотности металла и качества его микроструктуры.
Рассмотренный способ литья по патенту [14], по сравнению со способом [13], позволяет получать достаточно высокие (от 0,4 м по высоте) отливки из железоуглеродистых сплавов, поскольку заливка вакуумным всасыванием полостей форм такой высоты указанными сплавами по способу [13] была бы затруднительной. Принцип литья на установке [14] при реализации на РКЛ удобно сочетать с автоматической разливкой металла при помощи магнитодинамических миксеров-дозаторов [10, 11].
Подчеркнем подробнее преимущества способа ЛКД применительно к повышению свойств литого металла. Традиционно при изготовлении подавляющего большинства отливок формы заполняют свободной заливкой из литейного ковша перегретым над линией ликвидус расплавом под действием гравитационных сил, а затвердевание отливок происходит под атмосферным давлением, – это способ гравитационной заливки с кристаллизацией под атмосферным давлением. При такой заливке в форму из ковша заливают расплав с перегревом его над линией ликвидус, и в форме сначала от расплава отводится теплота перегрева, только после этого начинается процесс кристаллизации (с образованием центров кристаллизации), сопровождающийся формированием крупного первичного зерна и химической неоднородности металла. Последующее затвердевание металла отливки под атмосферным давлением приводит к образованию микропористости, что определяет более низкие механические свойства таких отливок по сравнению с деформированным металлом – поковками и прокатом, особенно при литье в песчаные формы. По мнению академика В.А. Ефимова, основным недостатком, приводящим к образованию повышенной усадки и ко всем видам физической неоднородности, является перегрев разливаемого расплава. Разливка расплавов с перегревом при литье и кристаллизации отливок вызывает образование горячих трещин, усиление дендритной и зональной неоднородности и ряд других дефектов литья [15].
Исследованиями установлено, что качество литого металла можно значительно повысить в процессе формирования отливки, например, используя всестороннее газовое давление, налагаемое на затвердевающую отливку. При давлении газа 0,5 МПа плотность стали 35ХГСЛ повышается на 2 %, а прочность – на 30 %, пластичность – в 2 и более раз [13].
Для измельчения зерна и повышения химической однородности литого металла необходимо стремиться к увеличению количества центров кристаллизации, а микропористость в литом металле можно устранить воздействием на него давлением при кристаллизации, чем достигают объемного затвердевания, применяя как можно меньший перепад температур в сечении отливки. Для этого необходимо, чтобы расплав поступал влитейную форму без перегрева (например, в интервале кристаллизации) под механическим давлением. Тогда по всему объему отливки сразу после заполнения формы уже имеются готовые центры кристаллизации, что обеспечивает мелкое первичное зерно и химическую однородность литого металла, а затвердевание отливки под давлением (механическим, газовым или комбинированным) в пределах 1 МПа (оптимально 0,5 МПа) обеспечивает устранение микропористости – подавляется выделение газов, образующих микропоры и устраняется усадочная пористость [3, 5, 6, 13, 16].
Способ ЛВКД предусматривает заполнение литейной формы жидкотвердым расплавом с готовыми центрами кристаллизации и кристаллизацией его в форме под давлением. В случае использования узкоинтервальных, эвтектических сплавов и чистых металлов используют малые добавки модификаторов 2-го рода, в т. ч. наночастицы тугоплавких химических соединений типа TiCN [13]. Экспериментально подтверждено, что механические свойства литого металла при ЛВКД повышаются до уровня поковок и проката.
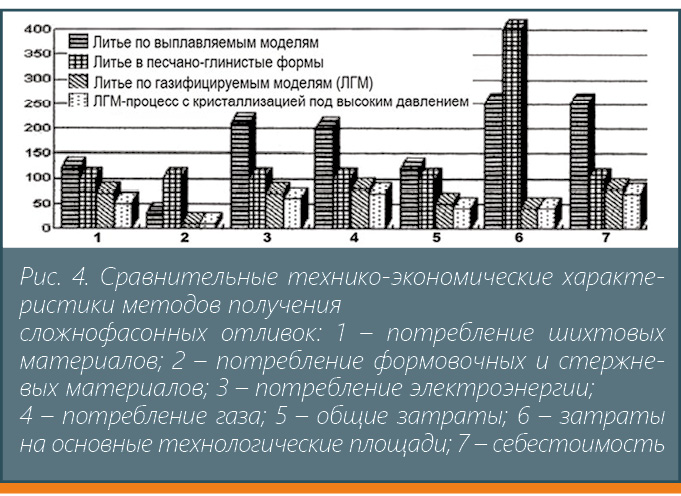
Способ ЛВКД позволяет получать отливки из любых сплавов в любых литейных формах с кристаллизацией под механическим, газовым или комбинированным давлением, за счет литья в интервале кристаллизации снизить температуру расплава примерно на 50 °С с соответствующей экономией электроэнергии и сокращением потерь теплоты в окружающую среду. Сравнительные технико-экономические характеристики методов получения сложнофасонных отливок приведены на диаграмме (рис. 4) [3].
В случае если использование камер выжимания большого размера проблематично, то разработан способ изготовления отливок из жидко-твердого расплава с заполнением литейной формы металлом через металлопровод непосредственно из плавильной печи [13], что устраняет перелив металла из печи в ковш (экономия температуры составляет ~50 °С), а из ковша – в камеру выжимания (экономия также ~50 °С).
Способы ЛКД и ЛВКД обладают универсальностью – качественные отливки с высокими механическими свойствами (до уровня свойств металла поковок и проката) можно получать практически в любых литейных формах из любых сплавов. Осуществление этих способов не зависит от сил гравитации и атмосферного давления. Использование литейных форм с точными размерами при ЛКД и ЛВКД (оболочковых форм по выплавляемым моделям, форм по методу ЛГМ, сухих стопочных форм и др.) позволяет получать точные литые заготовки (КИМ до 0,95) [2, 3, 5, 13, 16]. Описанные способы позволяют снизить массу существующих отливок до 30 % за счет уменьшения толщины их стенок при сохранении конструктивной прочности, сократить расходы на обработку резанием. Низкие температуры расплава при заполнении литейных форм позволяют снизить расход энергии при производстве отливок на 25-50 кВт·ч/т жидкого металла и потери теплоты в окружающую среду.
1. Прейс, В.В. Технологические роторные машины: вчера, сегодня, завтра / В. В. Прейс. – М. : Машиностроение, 1986. – 128 с.
2. Дорошенко, В.C. Роторно-конвейерные линии, разработанные ФТИМС НАН Украины, и концепции скоростной заливки форм металлом на таких линях / В.С. Дорошенко // Процессы литья. – 2019. – № 5. – С. 22-30.
3. Шинський, О. Й. Роторно-конвейерный комплекс получения точных отливок под регулируемым давлением по газифицируемым моделях (ГАМОДАР-процесс) / О. Й. Шинський [Электронный ресурс] // Фізико-технологічний інститут металів та сплавів Національної академії наук України. URL: http://www.ptima.kiev.ua/work/te/rus/te-r40.pdf (дата обращения 05.02.2020).
4. Прейс, В.В. Роторные машины и автоматические роторные линии в пищевых производствах: учеб. пособие / В.В. Прейс. – 2-е изд. перераб. и доп. – Тула : Изд-во ТулГУ, 2012. – 108 с.
5. Структура и свойства стали марки 15Л при литье выжиманием с кристаллизацией под давлением / Е. Д. Таранов, В. Н. Баранова, И. Н. Примак [и др.] // Процессы литья. – 2009. – № 3. – С. 23-25.
6. Караник, Ю.А. Литье выжиманием с кристаллизацией под давлением в постоянных и разовых формах / Ю. А. Караник // Литейное производство. – 2007. – № 3. – С. 26-29.
7. Дорошенко, В. С. Литье по газифицируемым моделям с кристаллизацией металла под давлением / В.С. Дорошенко // Литейное производство. – 2016. – № 1. – С. 25-28.
8. Устаткування для виготовлення виливків за моделями, що газифікуються, з кристалізацією під тиском [Текст] : пат. 832 Україна : МПК B 22 D 18/00, B 22 D 18/06 / Шинський О. Й., Валігура А. І., Лозенко В. І. ; опубл. 15.12.1993, Бюл. № 2.
9. Устройство для получения отливок [Текст] : пат. 1830204 Россия : МПК B 22 D 18/02 / Караник Ю.А. ; опубл. 20.02.1996, Бюл. № 5.
10. Дубоделов, В. И. Магнитодинамический миксер-дозатор жидкого чугуна / В. И. Дубоделов [Электронный ресурс] // Фізико-технологічний інститут металів та сплавів Національної академії наук України. URL: http://www.ptima.kiev. ua/work/te/rus/te-r44.pdf (дата обращения 05.02.2020).
11. Дубодєлов, В. І. Створення високотехнологічної бази вітчизняних металургійних мікровиробництв на основі фундаментальних і прикладних досліджень у галузі магнітної гідродинаміки, електротехніки та металургії / В. І. Дубодєлов // Вісн. НАН України. – 2019. – № 6. – С. 62-65.
12. Лінія для лиття за моделями, що газифікуються, з кристалізацією під тиском [Текст] : пат. 42003 Україна : МПК B 22 D 18/00, B 22 D 27/00 / Шинський І. О., Шинський О. Й., Каричковський П. М. ; опубл. 25.06.2009, Бюл. № 12.
13. Караник, Ю. А. Снижение метало- и энергопотребления при производстве отливок деталей машин и механизмов / Ю. А. Караник // Заготовительные производства в машиностроении. – 2008. – № 2. – С. 11-16.
14. Установка для лиття коліс залізничного транспорту за моделями, що газифікуються, з кристалізацією під тиском [Текст] : пат. 42352 Україна : МПК B 22 D 18/00 / Шинський І. О., Шинський О. Й., Каричковський П. М. ; опубл. 25.06.2009, Бюл. № 12.
15. Ефимов, В.А. Специальные способы литья: справочник / В.А. Ефимов. – М. : Машиностроение, 1991. – 436 с.
16. Караник, Ю.А. Способ получения отливок со свойствами на уровне поковок и проката // Литейное производство. – 2006. – № 10. – С. 25-28.
Размещено в номере: «Вестник арматуростроителя», № 2 (58) 2020